

"Corinite" by Corinthian Joinery
By the early 1960s, an exciting new building material was being used everywhere – on walls, in kitchens and caravans, and upmarket furniture: Corinite®.
Originally, Corinite was manufactured as impregnated paper pressed onto three-ply timber – and later hardboard – as a low-pressure laminate. The woodgrain patterns were created in Japan by photographing real timbers with huge cameras. A ‘grain’ was pressed into the paper to make it look and feel like real timber veneer. (With thanks to https://ditzygypsy.proboards.com/thread/4429/day-14-viscount?page=2 for this information).
Corinthian Joinery continued development and soon produced a high-pressure plastic laminate fusing it to plywood, hardboard or top-grade particleboard. This Corinite® was tough. It wouldn’t melt or tear and was fade-, heat- and steam-resistant and virtually maintenance-free, easily cleaned with a damp cloth, liquid detergent or methylated spirits. And was available in a wide range of colours, both plain and timber grain, with or without their ‘woodgrain’ feel.
Corinthian Joinery was originally – and until this development – primarily a manufacturer of doors and cabinets but this venture saw the company rapidly expand until the manufacture of Corinite became its mainstay. The various types and colours were all produced in a standard sheet size: 8’ x 4’ (approximately 2400 mm x 1200 mm) and in varying thicknesses: ¼”, ⅜”, ½”, ⅝”, ¾” (approximately 6 mm, 10 mm, 12 mm, 15 mm, 20 mm).
Jim Bonaretti was an early adaptor of this new product. He saw great advantage in utilising a raw material that was practically ‘finished’ before the first sawcut was made. Unlike raw timber, there was no filling of knotholes, no sanding after the first coat of paint – in fact, no sanding at all and no painting – just the rounding off of edges and that was easily done on a router with an appropriate bit on hardboard Corinite. To tidy up the raw edges of particleboard Corinite, Jim employed several methods in the spray room. There, the shaped panels were neatly stacked on a drum one on top of the other and a dense coat of white, gold, black or coloured paint applied to the edges. Sometimes, a second application in a contrasting colour would be applied to give a mottled effect, disguising the porous edge of the particleboard. Any overspray was easily and quickly scraped off using a ‘scraper’ made of a palm-sized piece of laminate with a bevelled edge.
But this material had one draw-back: the coating that was applied to make it all those wonderful things also meant that applying decorative motifs was almost impossible: spray-painting lacquers and normal screen-printing inks would not adhere to it and there was some issue with the long-term adhesion of wet-application transfers. That was something that Jim Bonaretti had to overcome and, with the help of some of his other suppliers, he did.
Originally, Corinite was manufactured as impregnated paper pressed onto three-ply timber – and later hardboard – as a low-pressure laminate. The woodgrain patterns were created in Japan by photographing real timbers with huge cameras. A ‘grain’ was pressed into the paper to make it look and feel like real timber veneer. (With thanks to https://ditzygypsy.proboards.com/thread/4429/day-14-viscount?page=2 for this information).
Corinthian Joinery continued development and soon produced a high-pressure plastic laminate fusing it to plywood, hardboard or top-grade particleboard. This Corinite® was tough. It wouldn’t melt or tear and was fade-, heat- and steam-resistant and virtually maintenance-free, easily cleaned with a damp cloth, liquid detergent or methylated spirits. And was available in a wide range of colours, both plain and timber grain, with or without their ‘woodgrain’ feel.
Corinthian Joinery was originally – and until this development – primarily a manufacturer of doors and cabinets but this venture saw the company rapidly expand until the manufacture of Corinite became its mainstay. The various types and colours were all produced in a standard sheet size: 8’ x 4’ (approximately 2400 mm x 1200 mm) and in varying thicknesses: ¼”, ⅜”, ½”, ⅝”, ¾” (approximately 6 mm, 10 mm, 12 mm, 15 mm, 20 mm).
Jim Bonaretti was an early adaptor of this new product. He saw great advantage in utilising a raw material that was practically ‘finished’ before the first sawcut was made. Unlike raw timber, there was no filling of knotholes, no sanding after the first coat of paint – in fact, no sanding at all and no painting – just the rounding off of edges and that was easily done on a router with an appropriate bit on hardboard Corinite. To tidy up the raw edges of particleboard Corinite, Jim employed several methods in the spray room. There, the shaped panels were neatly stacked on a drum one on top of the other and a dense coat of white, gold, black or coloured paint applied to the edges. Sometimes, a second application in a contrasting colour would be applied to give a mottled effect, disguising the porous edge of the particleboard. Any overspray was easily and quickly scraped off using a ‘scraper’ made of a palm-sized piece of laminate with a bevelled edge.
But this material had one draw-back: the coating that was applied to make it all those wonderful things also meant that applying decorative motifs was almost impossible: spray-painting lacquers and normal screen-printing inks would not adhere to it and there was some issue with the long-term adhesion of wet-application transfers. That was something that Jim Bonaretti had to overcome and, with the help of some of his other suppliers, he did.
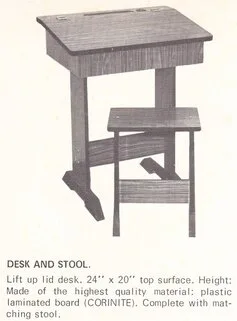
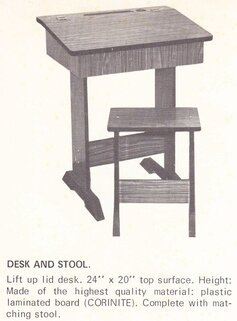
The Desk and Stool offered by N.E.S.Toy was made completely of Corinite. While the edges of Bestoys Desks and Stools were trimmed with PVC beading, these edges were spray-filled with dense black paint to conceal and fill the porous particleboard

Bestoys' best-selling "Contessa" Wardrobe finished the particleboard edges of Corinite with lustrous gold lacquer


In the early years, Corinthian Joinery went through a phase of trial-and-error that produced many rejects. Particleboard would expand in places and explode with the intense heat. The heat could also discolour the laminate with splotchy white patches in some areas. Sometimes, minor cracks would mar a small portion of the laminate surface and sometimes it was carelessness that would damage a perfectly good sheet – all of which meant that the entire 8’ x 4’ sheet had to be rejected.
Perfection was imperative to builders who lined walls with Corinite as, unlike painted surfaces, scratches, cracks or splotchy white blemishes could not be remedied. To some extent cabinet makers also needed large panels of perfect material. But to Jim, whose products were scaled-down to child-size, these discards suited him perfectly. Corinthian Joinery offered Jim these reject sheets at a greatly reduced price if Jim would commit to taking all the rejects Corinthian produced.
This was an extraordinary opportunity and financial undertaking. Jim could purchase a material that was new on the market at a cost none of his competitors could match. He had the machinery that could handle plastic-laminated hardboard and particleboard and he had the capacity to store hundreds of 8’ x 4’ sheets in purpose-built heavy-duty shelving in his machinery hall. And buying up all reject material that Corinthian produced kept this product out of the hands of his competitors.
But Jim nor Corinthian foresaw the scope of sheets rejected in the development of this new product. By 1965, semi-trailer-loads of "seconds" were being delivered to 21 Byrnes Street, Botany, filling every available nook and cranny and severely diminishing capital. Jim could not break the arrangement he had with Corinthian for fear his competitors would gain advantage. He had to use more Corinite than anticipated. Jim effectively doubled the Bestoys range of products when he offered almost every item in the catalogue with an alternative Corinite product: from desks and stools to hobby horses and everything in between.
Most of these new alternative products were enthusiastically embraced by wholesalers, retailers and the public alike but he was still drowning in reject Corinite. He found outside storage in unused garages in the area (this was before places such as Kennards, Storage King and Taxibox came into being). This was a costly solution both in the rental of the garages and the transportation of the material to and from them. He needed to use more in product and, obviously, sell that product quickly to convert the investment into cash.
The solution came to him: Auctions – make product and sell it at auction. But he didn’t want to diminish the reputation of Bestoys, a name he had worked so hard to equate with quality and exclusivity. So, he made one product only and that one product would not be branded yet would still be made with the same expertise as the rest of the range. That one item was a bureau with a drawer and a drop-down lid. (This item would be the forerunner of Bestoys’ Elyte Bureau of 1978.) This “Auction” bureau had side panels that reached the floor, rather than separate Swedish-style tapered legs, thus utilising almost a full sheet of 8’ x 4’ x ¾” Corinite. It would be loaded straight onto the truck, unpacked and fully assembled, saving at every stage possible.
Jim contacted various auction houses in the Sydney area and production began. Many hundreds of these special bureaux were made and shipped off to the auction houses by the truckload. There they were sold in batches of 10 or 20 or so. There was a reserve price, but most went over reserve. They sold like the proverbial hot cakes. This helped alleviate stock holding of raw material and add to the profitability of the company.
But Jim had another strategy to help reduce Corinite stock holding. The agreement with Corinthian Joinery did not prevent Jim from on-selling the imperfect material so around 1967 Jim placed ads in the Sydney Morning Herald offering this defective material to kitchen fitters and cabinet makers at a price that was hugely reduced from ‘perfects’ but still gave Jim a tidy profit on the price he paid. He sold much of his extra stock, and everyone was happy.
One of the several cabinet makers who replied to the ad and purchased large quantities was Charlie Buda, a kitchen manufacturer who would become a long-term friend of Jim’s and eventually fit out the Bonaretti kitchen in the newly built premises in 1977. They were about the same age and had been through the war in Europe – Jim evading conscription and Charlie surviving a concentration camp – he was Jewish, the number tattooed on his left arm visible beneath his rolled-up sleeves.
Perfection was imperative to builders who lined walls with Corinite as, unlike painted surfaces, scratches, cracks or splotchy white blemishes could not be remedied. To some extent cabinet makers also needed large panels of perfect material. But to Jim, whose products were scaled-down to child-size, these discards suited him perfectly. Corinthian Joinery offered Jim these reject sheets at a greatly reduced price if Jim would commit to taking all the rejects Corinthian produced.
This was an extraordinary opportunity and financial undertaking. Jim could purchase a material that was new on the market at a cost none of his competitors could match. He had the machinery that could handle plastic-laminated hardboard and particleboard and he had the capacity to store hundreds of 8’ x 4’ sheets in purpose-built heavy-duty shelving in his machinery hall. And buying up all reject material that Corinthian produced kept this product out of the hands of his competitors.
But Jim nor Corinthian foresaw the scope of sheets rejected in the development of this new product. By 1965, semi-trailer-loads of "seconds" were being delivered to 21 Byrnes Street, Botany, filling every available nook and cranny and severely diminishing capital. Jim could not break the arrangement he had with Corinthian for fear his competitors would gain advantage. He had to use more Corinite than anticipated. Jim effectively doubled the Bestoys range of products when he offered almost every item in the catalogue with an alternative Corinite product: from desks and stools to hobby horses and everything in between.
Most of these new alternative products were enthusiastically embraced by wholesalers, retailers and the public alike but he was still drowning in reject Corinite. He found outside storage in unused garages in the area (this was before places such as Kennards, Storage King and Taxibox came into being). This was a costly solution both in the rental of the garages and the transportation of the material to and from them. He needed to use more in product and, obviously, sell that product quickly to convert the investment into cash.
The solution came to him: Auctions – make product and sell it at auction. But he didn’t want to diminish the reputation of Bestoys, a name he had worked so hard to equate with quality and exclusivity. So, he made one product only and that one product would not be branded yet would still be made with the same expertise as the rest of the range. That one item was a bureau with a drawer and a drop-down lid. (This item would be the forerunner of Bestoys’ Elyte Bureau of 1978.) This “Auction” bureau had side panels that reached the floor, rather than separate Swedish-style tapered legs, thus utilising almost a full sheet of 8’ x 4’ x ¾” Corinite. It would be loaded straight onto the truck, unpacked and fully assembled, saving at every stage possible.
Jim contacted various auction houses in the Sydney area and production began. Many hundreds of these special bureaux were made and shipped off to the auction houses by the truckload. There they were sold in batches of 10 or 20 or so. There was a reserve price, but most went over reserve. They sold like the proverbial hot cakes. This helped alleviate stock holding of raw material and add to the profitability of the company.
But Jim had another strategy to help reduce Corinite stock holding. The agreement with Corinthian Joinery did not prevent Jim from on-selling the imperfect material so around 1967 Jim placed ads in the Sydney Morning Herald offering this defective material to kitchen fitters and cabinet makers at a price that was hugely reduced from ‘perfects’ but still gave Jim a tidy profit on the price he paid. He sold much of his extra stock, and everyone was happy.
One of the several cabinet makers who replied to the ad and purchased large quantities was Charlie Buda, a kitchen manufacturer who would become a long-term friend of Jim’s and eventually fit out the Bonaretti kitchen in the newly built premises in 1977. They were about the same age and had been through the war in Europe – Jim evading conscription and Charlie surviving a concentration camp – he was Jewish, the number tattooed on his left arm visible beneath his rolled-up sleeves.
The product was made in Sydney and finally reached South Australia, its arrival being proudly proclaimed by a distributor, Blackwood Joinery Works in Hawthorndene in February 1963.
(Ad below can be viewed here: The Coromandel (Blackwood, SA : 1945 - 1970))
(Ad below can be viewed here: The Coromandel (Blackwood, SA : 1945 - 1970))
Corinthian Joinery ad in Sydney's Pink Pages Telephone Directory of 1960

Even though this is a colour swatch of plastic veneers from Laminex, the woodgrain colours produced by Corinthian Joinery were similar. The woodgrains illustrated within the yellow border, from the bottom to the top, are Honey Maple, Indian Teak, Indian Silverwood, [Unidentified], [Unidentified] and Indian Teak again

Copy reads:
ANNOUNCEMENT!
• The new "CORINTHIAN CORINITE" laminated plastic doors are now available in this State.
BLACKWOOD JOINERY WORKS
11 PASTEUR AVE., HAWTHORNDENE
Are the local distributors of these sensationally new doors, along with other Corinthian Products.
A MEMBER OF THE ARCHITECTURAL WOODWORK & Bottom of Form
JOINERY MANUFACTURERS INSTITUTE OF S.A. INC.
PHONE: 782145
General and Detailed Joinery
These doors are faced both sides with laminated plastic "Corinite", similar to what you have been used to on your modern cupboard and table tops.
Five natural wood grain patterns: "Blond Pacific Walnut", "Copper Elm", "Honey Maple", "Indian Silver Wood", "Indian Red Wood", all now available.
Durable waterproof surface that will last a life-time.
No painting or polishing required ever.
• Fully Guaranteed.
• Easy Installation.
• Honeycomb core gives lightweight, high strength, flat surface, and stability.
• Selected Meranti rails and stiles give top quality to door edges.
• Generous timber proportions of frame give four way fixing of hardware.
VALUE, TOO - LESS THAN HALF THE COST OF OTHER DOORS
For those modernising contact us now or order through your local builder.
Blackwood Joinery Works
11 PASTUER AVE., HAWTHORNDENE 78 2145
A local firm employing local labour to cater for all your joinery requirements.
Copy reads:
ANNOUNCEMENT!
• The new "CORINTHIAN CORINITE" laminated plastic doors are now available in this State.
BLACKWOOD JOINERY WORKS
11 PASTEUR AVE., HAWTHORNDENE
Are the local distributors of these sensationally new doors, along with other Corinthian Products.
A MEMBER OF THE ARCHITECTURAL WOODWORK & Bottom of Form
JOINERY MANUFACTURERS INSTITUTE OF S.A. INC.
PHONE: 782145
General and Detailed Joinery
These doors are faced both sides with laminated plastic "Corinite", similar to what you have been used to on your modern cupboard and table tops.
Five natural wood grain patterns: "Blond Pacific Walnut", "Copper Elm", "Honey Maple", "Indian Silver Wood", "Indian Red Wood", all now available.
Durable waterproof surface that will last a life-time.
No painting or polishing required ever.
• Fully Guaranteed.
• Easy Installation.
• Honeycomb core gives lightweight, high strength, flat surface, and stability.
• Selected Meranti rails and stiles give top quality to door edges.
• Generous timber proportions of frame give four way fixing of hardware.
VALUE, TOO - LESS THAN HALF THE COST OF OTHER DOORS
For those modernising contact us now or order through your local builder.
Blackwood Joinery Works
11 PASTUER AVE., HAWTHORNDENE 78 2145
A local firm employing local labour to cater for all your joinery requirements.
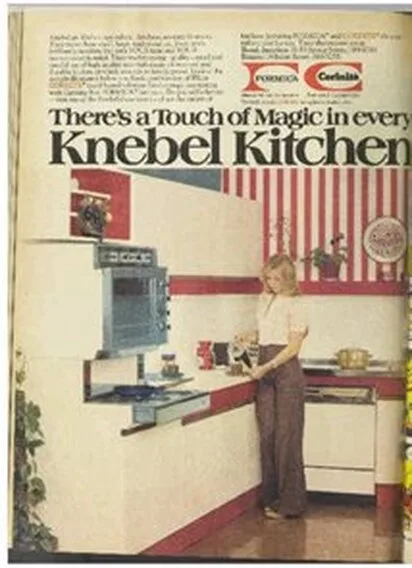
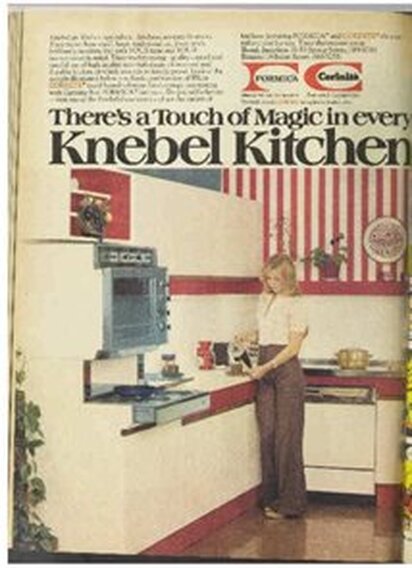
As well as Charlie Buda utilising Corinite "rejects" in his kitchen cabinets, other prominent furniture manufacturers were using new Corinite in their products. This ad in the Australian Women’s Weekly dated 14th December, 1977 shows Knebel Kitchen incorporating Corinite and Formica. (Corinthian Joinery sold the process to Formica around 1973.)
The text reads:
Knebel are kitchen specialists...kitchens are their business. They make them small, large, traditional, or, if you wish, brilliantly modern; but with YOUR taste and YOUR convenience in mind. Their workmanship, quality control and careful use of high quality materials mean a functional and durable kitchen of which you can be totally proud. Look at the sample illustrated below - a classic combination of White CORINITE® faced board (a breeze for cleaning), contrasting with Carmine Red FORMICA® laminate. Do yourself a favour - visit one of the Knebel showrooms and see the variety of kitchens featuring FORMICA* and CORINITE® they can tailor-make for you. Their showrooms are at:
Bondi Junction: 51-53 Spring Street, (389 9011)
Botany: 14 Baker Street, (666 5255)
*FORMICA and CORINITE are registered trademarks.
There's a touch of Magic in every Knebel Kitchen
Knebel are kitchen specialists...kitchens are their business. They make them small, large, traditional, or, if you wish, brilliantly modern; but with YOUR taste and YOUR convenience in mind. Their workmanship, quality control and careful use of high quality materials mean a functional and durable kitchen of which you can be totally proud. Look at the sample illustrated below - a classic combination of White CORINITE® faced board (a breeze for cleaning), contrasting with Carmine Red FORMICA® laminate. Do yourself a favour - visit one of the Knebel showrooms and see the variety of kitchens featuring FORMICA* and CORINITE® they can tailor-make for you. Their showrooms are at:
Bondi Junction: 51-53 Spring Street, (389 9011)
Botany: 14 Baker Street, (666 5255)
*FORMICA and CORINITE are registered trademarks.
There's a touch of Magic in every Knebel Kitchen
In 1981, Nover of Fyshwick placed this ad in the Canberra Times edition dated Friday, 10th April. It featured Corinite as one of their products.
The ad can be viewed here: https://trove.nla.gov.au/newspaper/article/126832681?searchTerm=corinite
The ad can be viewed here: https://trove.nla.gov.au/newspaper/article/126832681?searchTerm=corinite
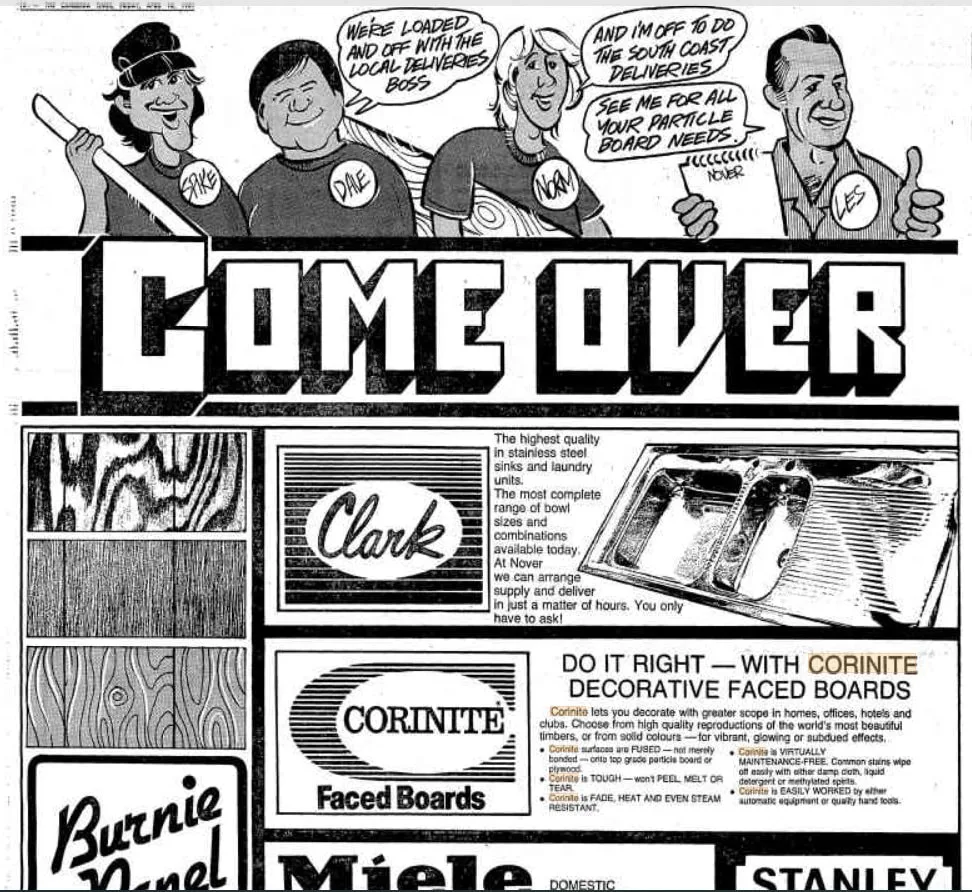
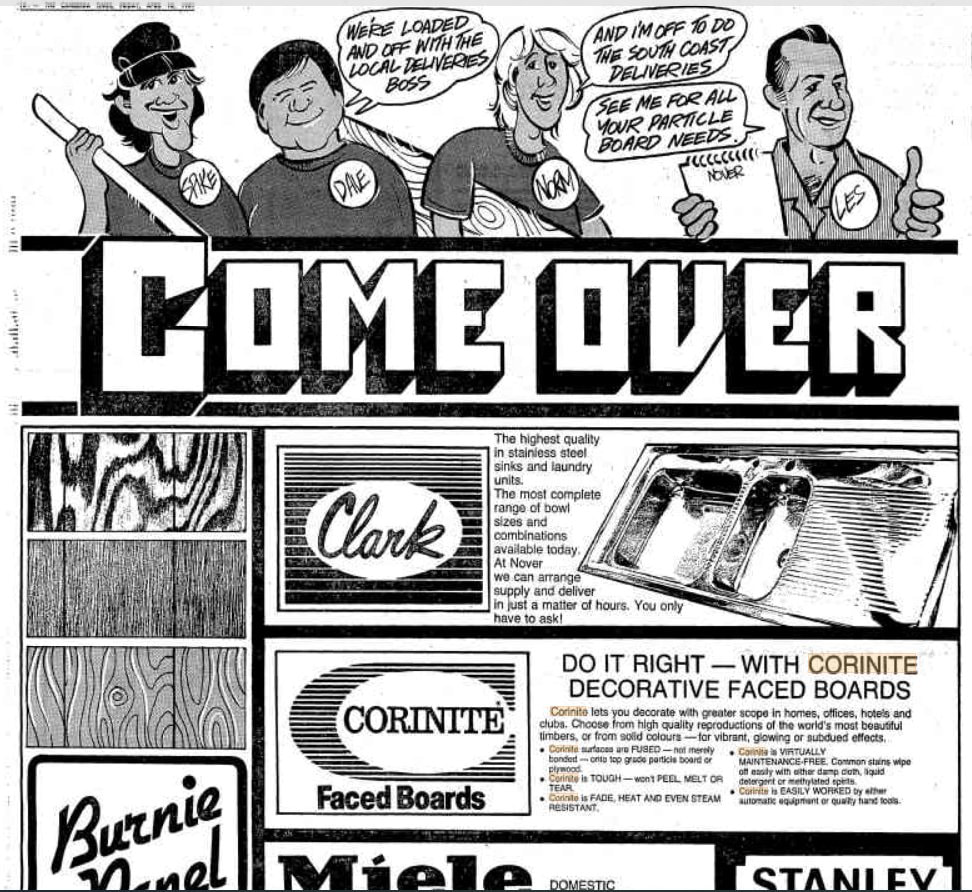
DO IT RIGHT - WITH CORINITE DECORATIVE FACED BOARDS
Corinite lets you decorate with greater scope in homes, offices, hotels and clubs. Choose from high quality reproductions of the world's most beautiful timbers, or from solid colours -for vibrant, glowing or subdued effects.
Corinite surfaces are FUSED - not merely bonded - onto top grade particle board or plywood.
Corinite is TOUGH - won't PEEL, MELT OR TEAR.
Corinite is FADE, HEAT AND EVEN STEAM RESISTANT.
Corinite is VIRTUALLY MAINTENANCE-FREE. Common stains wipe
off easily with either damp cloth, liquid detergent or methylated spirits.
Corinite is EASILY WORKED by either automatic equipment or quality hand tools.
Corinite lets you decorate with greater scope in homes, offices, hotels and clubs. Choose from high quality reproductions of the world's most beautiful timbers, or from solid colours -for vibrant, glowing or subdued effects.
Corinite surfaces are FUSED - not merely bonded - onto top grade particle board or plywood.
Corinite is TOUGH - won't PEEL, MELT OR TEAR.
Corinite is FADE, HEAT AND EVEN STEAM RESISTANT.
Corinite is VIRTUALLY MAINTENANCE-FREE. Common stains wipe
off easily with either damp cloth, liquid detergent or methylated spirits.
Corinite is EASILY WORKED by either automatic equipment or quality hand tools.
